Lubrication
Proper lubrication is essential to maintain rope performance in use, protect it against corrosion and preserve its service life.
Good quality lubricants are characterized by high adherence to steel in order to withstand passage over the reeving system, light colouring which will not obstruct the detection of possible rope damage and high compatibility with other products, which is particularly important for vessels operating globally.
Drop point has to be high enough to tolerate rope storage and operation in warm environments but with a safety borderline that is sufficient to detect rope overheating during the use of special devices such as heave compensators.
Since steel can suffer permanent deterioration if subjected to high temperatures for extended periods, a good temperature limitation and consequent drop point is approximately 80°C.
Lubricant can be applied during different manufacturing phases: stranding, core closing and final closing.
When applied during stranding, the lubricant is firmly engaged within the rope structure and reduces friction between the wires. If applied during core closing it creates a barrier against external elements penetration and if applied during final closing it further increases protection against corrosion.
The quantity of lubricant applied during rope manufacture has to be carefully evaluated on the basis of rope usage and working environment. If insufficient lubricant is applied, the rope will not be adequately protected, however, an excess of lubricant may be squeezed out of the rope during installation and use, thereby creating environmental and safety issues. This particularly applies to boom hoist ropes operating on offshore vessels, which run over reeving systems composed of a high number of sheaves.
The most suitable levels of manufacturing lubrication are shown in the figure below:
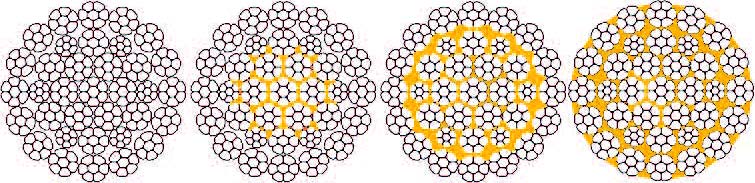
The first image refers to very small size ropes, with lubrication applied only during stranding.
The second figure refers to ropes for industrial lifting, with lubrication applied during stranding and core closing.
The third figure refers to ropes for marine environment applications, with lubrication also applied during final closing operations. This is the most frequent option for oil and gas applications.
The fourth image shows a very high amount of lubricant, required for ropes operating subsea or dealing with very severe environmental conditions.
Before rope installation and during rope use, the lubrication level must be periodically inspected to detect any overall or localised faults and, where required, relubrication can be performed by using appropriate pressure devices.
For ropes operating subsea, lubricant should be applied during deployment in order to fill the strands gaps and prevent water penetration and trapping.
Definitions:
Rope lubricant: A material applied during the manufacture of a strand, core or rope for the purpose of reducing internal friction and/or assisting in providing protection against corrosion.

 Copyright © 2014 Brunton Shaw. All Rights reserved.
Copyright © 2014 Brunton Shaw. All Rights reserved.